







We are modernizing our operations by automation and digitization in all possible areas.
Anup Nair Managing Director – India & South Asia, Martin Engineering In the digital era when the focus is on automation, how important is it to have remote monitoring systems in place to


– Anup Nair
Managing Director – India & South Asia, Martin Engineering
In the digital era when the focus is on automation, how important is it to have remote monitoring systems in place to ensure higher performance of the conveyor and lesser downtime?
In recent years we’ve seen remote monitoring and condition-based maintenance start to rewrite the rule book on how to maximise production efficiency in manufacturing. And now it’s breaking big into bulk material handling. Given that mining and minerals processing represents the biggest flow of materials in the global economy, the scale of the benefit to productivity is vast.
The problem is that traditional conveyor inspection & maintenance regimes are time-consuming and inefficient. Like when the equipment to be inspected is located so far away that the inspection time is a tiny fraction of the time than it takes to get there. Or inspection involves complex procedures and supervision to ensure safe access. Or the whole plant needs to shut down just to inspect one specific component. Or an inspection takes days to complete but no maintenance is actually needed. Does this represent good use of time and resources? As a result, the inspection of some components can get pushed to the bottom of the ‘to do’ list – maintenance only becomes a priority when there’s a problem that needs fixing. That could mean unscheduled downtime. And if you don’t stock the parts for every eventuality or accept that some spares may take weeks to arrive and run inefficiently in the meantime.
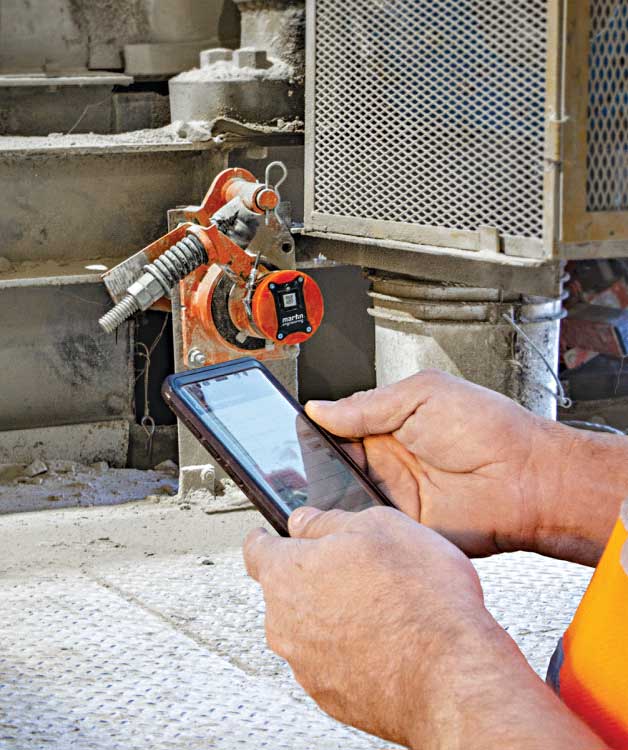
These all pain points would be attended if conveyor equipment is intelligent enough to notice own health parameters and sends report to the manager. That’s exactly where the remote technology helps as real boon – for the conveyors – for the team managing conveyor operations. Martin Engineering has developed the remote monitoring system named N2® Position Indicator which will be installed on Belt cleaner to monitor the it’s health parameters and sends regular updates to the team.
Can you give us a brief about your remote monitoring system and what are its advantages?
The intuitive N2 Position Indicator allows for remote monitoring of the belt cleaner blade via Martin’s proprietary mobile app and Martin Dashboard, indicating remaining blade life, notifying when re-tensioning or replacement is required, and warning in the event that the blade is no longer in contact with the belt. The N2 Position Indicator will collect data and provide information on any belt cleaner utilizing a Martin blade.
Of course, conveyor belt cleaners are probably not at the top of anyone’s priority list. But that’s the whole point. Remote monitoring means that you don’t need to worry about things like belt cleaners. With devices like Martin Engineering’s pioneering N2 Position Indicator (PI) installed, it’s the technology that does the legwork and provides the notification when servicing is needed. In the meantime you can be confident your spillage is being controlled thanks to a smart-yet-simple upgrade.
There is a lot of emphasis on improving the manufacturing sector in India through initiatives like Make in India and Aatmanirbhar Bharat. Can you tell us how smart is your manufacturing process and even your products? What are the technologies used by the company?
Yes we are also contributing well in the ‘Atmanirbhar Bharat’ and ‘make in India’ initiatives. We are working on an array of localized products designed purely for the Indian customers’ requirements. Also we are manufacturing some of the components for our business units in other countries under the ‘Make in India’ program. These were earlier sourced from other countries. We are today able to deliver the global quality standards from India. Even N2 our remote monitoring product mentioned above is developed and made in India and is being used in Europe, Middle East and Africa too.
Can you highlight the challenges faced by component manufacturers like you?
The commodity prices are at an all time high. Metals like steel, aluminium, copper and other ingredients viz. rubber, polyurethane have all gone up in several folds. The logistics costs have also gone up due to the increase in fuel prices. The international freight rates and scarcity of containers also is a challenge. Though we are offsetting some portion of this by increase in prices, it is a challenge and creates uncertainty of our margins.
Can you tell us about your plans for the next 2-3 years on increasing capacities, introducing new technologies, investment, etc.?
Our biggest achievement in the pandemic year of 2021 was making the Indian operations totally debt free. The Indian business unit has achieved the best ever performance since inception in 2021 – highest ever sales and best ever financial performance. These reasons coupled with the high potential ahead in the Indian market, will help us invest aggressively in India operations. We are expanding our manufacturing facility in Pune by increasing the capacity. Also we are modernizing our operations by automation and digitization in all possible areas.
Hits: 44
